数控车床车削加工Q235钢球体工艺卡
数控车床车削加工Q235钢球体工艺卡
| 慷鼎五金 | 数控车床加工工艺卡 | 产品型号 | 零件号 | 零件名称 | 件数 | 第1页 | |||||||||
| 实训产品 | CG002 | 球体 | 1件 | 共1页 | |||||||||||
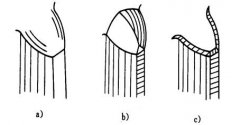
| 零件加工路线 |
 |
零 件 规 格 | |||||||||||||
|
车间 D-3 |
工序 | 材料 | Q235钢 Φ25圆棒 | ||||||||||||
| 库房 | 下料 | 重量 | 0.14 kg | ||||||||||||
| 车工 | 去毛刺 |
毛坯料尺寸: Φ25×34mm |
|||||||||||||
| 车工 | 粗车 | 零件技术要求 | |||||||||||||
| 车工 | 精车 | 1. 表面无毛刺 | |||||||||||||
| 车工 | 去毛刺 | ||||||||||||||
| 检验室 | 检验 | ||||||||||||||
| 序号 |
工步 名称 |
设备名称 |
设备 型号 |
工具编号 |
工具 名称 |
工序内容 | 单位工时 | 备注 | |||||||
| 1 | 找正 夹紧 | 普 通 车 床 | CA6136 | 三爪卡盘、卡盘、刀架扳手 | 夹持毛坯外圆伸出40找正夹紧 | 2min | |||||||||
| 2 | 划线 | 普通R圆弧刀、锉刀等 | 划线长分别为10、20、24处 | 2min | |||||||||||
| 3 | 切槽 | 圆弧刀在20至24长位置上移动切槽至Φ8 | 5min | ||||||||||||
| 4 | 车球面 | 车前面R10,车后面R10 | 15min | R规R10 | |||||||||||
| 5 | 锉光切断 | 用锉刀锉光球面后到总长切断,去毛头 | 5min | ||||||||||||
| 6 | 检验 | 0~150mm游标卡尺 | 5min | ||||||||||||
| 编制 | 邹发金 | 审核 | 批准 | 会签 | 编制日期 | 2005.5 | |||||||||
- 上一篇:齿坯、齿轮的机械加工精车外圆、端面、切槽
- 下一篇:没有了